
proizvodi Категорија
- ФМ предајник
- КСНУМКС-КСНУМКСв КСНУМКСв-КСНУМКСв КСНУМКСкв-КСНУМКСкв КСНУМКСкв +
- ТВ предајник
- КСНУМКС-КСНУМКСв КСНУМКС-КСНУМКСкв КСНУМКСкв-КСНУМКСкв
- ФМ антена
- ТВ Антена
- антена принадлежности
- кабл конектор Сплиттер думми лоад
- Транзистор рф
- Напајање
- Аудио Опрема
- ДТВ Фронт Енд опрема
- линк систем
- ЛИС систем Микроталасна Линк систем
- ФМ радио
- power Метер
- Остали производи
- Специјално за коронавирус
производи Тагс
Фмусер сајтови
- ес.фмусер.нет
- ит.фмусер.нет
- фр.фмусер.нет
- де.фмусер.нет
- аф.фмусер.нет -> африкаанс
- ск.фмусер.нет -> албански
- ар.фмусер.нет -> арапски
- хи.фмусер.нет -> Арменски
- аз.фмусер.нет -> азербејџански
- еу.фмусер.нет -> баскијски
- бе.фмусер.нет -> белоруски
- бг.фмусер.нет -> бугарски
- ца.фмусер.нет -> каталонски
- зх-ЦН.фмусер.нет -> кинески (поједностављени)
- зх-ТВ.фмусер.нет -> кинески (традиционални)
- хр.фмусер.нет -> хрватски
- цс.фмусер.нет -> чешки
- да.фмусер.нет -> дански
- нл.фмусер.нет -> холандски
- ет.фмусер.нет -> естонски
- тл.фмусер.нет -> филипински
- фи.фмусер.нет -> фински
- фр.фмусер.нет -> француски
- гл.фмусер.нет -> галицијски
- ка.фмусер.нет -> грузијски
- де.фмусер.нет -> немачки
- ел.фмусер.нет -> грчки
- хт.фмусер.нет -> хаићански креол
- ив.фмусер.нет -> хебрејски
- хи.фмусер.нет -> хинду
- ху.фмусер.нет -> мађарски
- ис.фмусер.нет -> исландски
- ид.фмусер.нет -> индонежански
- га.фмусер.нет -> ирски
- ит.фмусер.нет -> италијански
- ја.фмусер.нет -> јапански
- ко.фмусер.нет -> корејски
- лв.фмусер.нет -> летонски
- лт.фмусер.нет -> Литвански
- мк.фмусер.нет -> македонски
- мс.фмусер.нет -> малајски
- мт.фмусер.нет -> малтешки
- но.фмусер.нет -> норвешки
- фа.фмусер.нет -> перзијски
- пл.фмусер.нет -> пољски
- пт.фмусер.нет -> португалски
- ро.фмусер.нет -> румунски
- ру.фмусер.нет -> руски
- ср.фмусер.нет -> српски
- ск.фмусер.нет -> словачки
- сл.фмусер.нет -> Словеначки
- ес.фмусер.нет -> шпански
- св.фмусер.нет -> свахили
- св.фмусер.нет -> шведски
- тх.фмусер.нет -> Тајландски
- тр.фмусер.нет -> турски
- ук.фмусер.нет -> украјински
- ур.фмусер.нет -> урду
- ви.фмусер.нет -> Вијетнамски
- ци.фмусер.нет -> велшки
- ии.фмусер.нет -> јидиш
Процес производње ПЦБ | 16 корака за израду ПЦБ плоче
„Израда ПЦБ-а је веома важна у индустрији ПЦБ-а, уско је повезана са дизајном ПЦБ-а, али да ли заиста знате све кораке израде ПЦБ-а у производњи ПЦБ-а? У овом делу ћемо вам показати 16 корака у процесу производње ПЦБ-а. Укључујући шта су и како раде у процесу производње ПЦБ ----- ФМУСЕР "
Дељење је брига!
КОРАК КСНУМКС: Дизајн ПЦБ-а - Дизајн и излаз
КОРАК КСНУМКС: Цртање ПЦБ датотека - генерација филмова за дизајн ПЦБ-а
КОРАК КСНУМКС: Унутарњи слојеви Имагинг Трансфер - ШТАМПАЊЕ УНУТАРЊИХ СЛОЈЕВА
КОРАК КСНУМКС: Бакровање - уклањање нежељеног бакра
КОРАК КСНУМКС: Поравнавање слоја - ламинирање слојева заједно
КОРАК КСНУМКС: Бушење рупа - за причвршћивање компонената
КОРАК КСНУМКС: Аутоматски оптички преглед (само вишеслојна ПЦБ)
КОРАК КСНУМКС: ОКСИД (само вишеслојна ПЦБ)
КОРАК КСНУМКС: Вањски слој Нагризање и завршно пругање
КОРАК КСНУМКС: Маска за лемљење, ситотисак и завршни слојеви површине
КОРАК КСНУМКС: Електрично испитивање - испитивање летеће сонде
КОРАК КСНУМКС: Израда - Профилисање и В-бодовање
КОРАК КСНУМКС: Микросекција - додатни корак
КОРАК КСНУМКС: Завршна инспекција - контрола квалитета ПЦБ-а
КОРАК КСНУМКС: Паковање - служи оно што вам треба
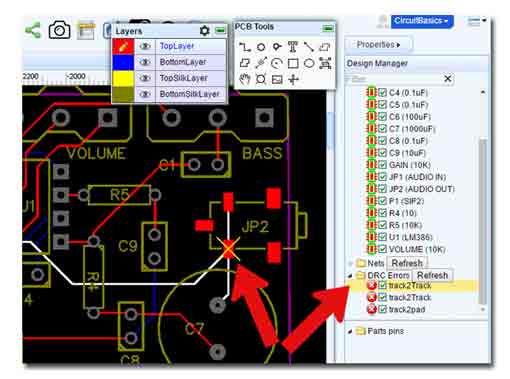
Дизајн штампаних кругова
Пројектовање плочица је почетна фаза процеса бакрописа, док је фаза инжењера ЦАМ први корак у производњи ПЦБ-а нове штампане плоче,Дизајнер анализира захтев и бира одговарајуће компоненте као што су процесор, напајање итд. Направите нацрт који испуњава све захтеве.

Али, увек имајте на уму да би плочице требале бити строго компатибилне са изгледом ПЦБ-а који је креирао дизајнер помоћу софтвера за дизајн ПЦБ-а. Ако сте дизајнер, требало би да обавестите произвођача уговора о верзији софтвера за дизајн ПЦБ-а који се користи за дизајн кола, јер помаже у избегавању проблема узрокованих одступањима пре израде ПЦБ-а.
Када је дизајн спреман, одштампајте га на папир за пренос. Уверите се да се дизајн уклапа у сјајну страну папира.
Такође постоји много ПЦБ терминологије у производњи ПЦБ-а, дизајну ПЦБ-а итд. Можда ћете боље разумети штампане плоче након што прочитате неке од терминологија ПЦБ-а са доње странице!
Такођер прочитајте: Терминолошки речник ПЦБ-а (прилагођен почетницима) | Дизајн ПЦБ-а
Подаци обично стижу у формату датотеке познат као проширени Гербер (Гербер се назива и РКС274к), што је најчешће коришћени програм, мада се могу користити и други формати и базе података.
Једном када се дизајн дизајна за ПЦБ унесе у Гербер Ектендед софтвер, прегледавају се сви различити аспекти дизајна како би се осигурало да нема грешака.
Након темељног испитивања, завршени дизајн ПЦБ-а одвози се у фабрику за производњу ПЦБ-а на производњу. По доласку, дизајн пролази другу проверу произвођача, познату као провера дизајна за производњу (ДФМ), која обезбеђује:
● Дизајн ПЦБ-а је изведљив
● Дизајн ПЦБ-а испуњава захтеве за минималне толеранције током производног процеса
▲ НАЗАД ▲
Такође читајте: Шта је штампана плочица (ПЦБ) | Све што треба да знате
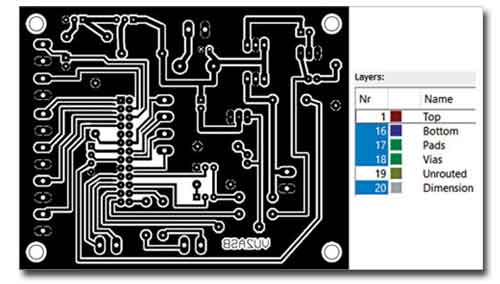
КОРАК 2: Цртање датотека са ПЦБ-ом - генерација филмова за дизајн ПЦБ-а
Након што се одлучите за дизајн ПЦБ-а, следећи корак је његово штампање. То се обично одвија у мрачној соби са контролом температуре и влажности. Различити слојеви ПЦБ фото филма поравнавају се пробијањем прецизних рупа за регистрацију на сваком листу филма. Филм је створен да помогне у стварању фигуре бакарне стазе.
Савет: Као дизајнер ПЦБ-а, након излажења датотека са шематским плочицама, не заборавите да подсетите произвођаче да изврше ДФМ проверу
Посебан штампач који се назива ласерски фотоплотер се обично користи у штампи на ПЦБ, иако је ласерски штампач, то није стандардни ласерски штампач.
Али овај поступак снимања више није адекватан за минијатуризацију и технолошки напредак. На неки начин застарева.
Ласерски фотоплотер узима податке са плоче и претвара их у пикселну слику, а ласер то записује на филм и изложени филм се аутоматски развија и истовара за руковаоца.
Коначни производ резултира пластичном фолијом са фото негативом ПЦБ-а црним мастилом. За унутрашње слојеве ПЦБ-а, црно мастило представља проводне бакарне делове ПЦБ-а. Преостали прозирни део слике означава подручја непроводљивог материјала. Спољни слојеви следе супротан образац: прозирно за бакар, али црно се односи на подручје које ће се урезати. Катер аутоматски развија филм и филм се сигурно чува како би се спречио нежељени контакт.
Сваки слој ПЦБ-а и маске за лемљење добија свој властити прозирни и црни филм. Укупно, двослојном ПЦБ-у требају четири листа: два за слојеве и два за маску за лемљење. Значајно је да сви филмови морају савршено одговарати једни другима. Када се користе у хармонији, они мапирају поравнање ПЦБ-а.
Да би се постигло савршено поравнање свих филмова, рупе за регистрацију треба пробити кроз све филмове. Тачност рупе се јавља подешавањем стола на којем седи филм. Када мале калибрације стола доведу до оптималног подударања, рупа се пробија. Рупе ће се уклопити у регистрационе игле у следећем кораку процеса снимања.
Такођер прочитајте: Тхроугх Холе вс Сурфаце Моунт | Која је разлика?
▲ НАЗАД ▲
Овај корак се односи само на плоче са више од два слоја. Једноставне двослојне плоче прескачу напријед до бушења. Вишеслојне плоче захтевају више корака.
Први корак је чишћење бакра.
У конструкцији ПЦБ-а, чистоћа је битна. Бакрено обострани ламинат се чисти и пребацује у деконтаминирано окружење. Увек имајте на уму да пазите да прашина не доспе на површину где би могла проузроковати кратки или отворени спој на готовој ПЦБ-у.
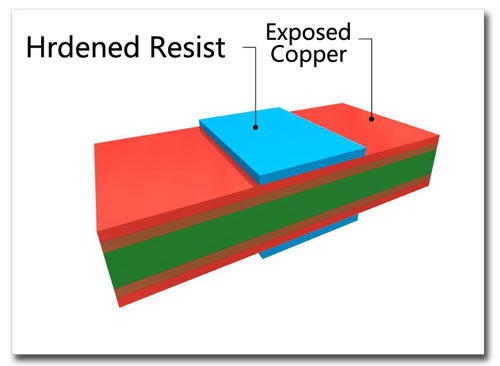
Чиста плоча прима слој фото-осетљивог филма названог фоторезист. Штампач користи моћне УВ лампе које учвршћују фотоотпор кроз прозирни филм да дефинишу бакарни узорак.
Ово осигурава тачно подударање између фото филмова и фотоотпора.
Оператер учитава први филм на иглице, затим обложену плочу, па други филм. У кревету штампача налазе се регистрационе игле које одговарају рупама на алатима за фотографије и на плочи, обезбеђујући тачно поравнање горњег и доњег слоја.
Филм и даска се поређају и добијају ултраљубичасту светлост. Светлост пролази кроз прозирне делове филма, учвршћујући фотоотпор на бакару испод. Црна мастило из катера спречава да светлост доспе у подручја која не би требало да очврсну и предвиђена су за уклањање.
Под црним областима, отпор остаје неотврднут. Чиста соба користи жуто осветљење, јер је фотоотпор осетљив на УВ светлост.

Производ настаје отпорно покривајући бакарна подручја која треба да остану у коначном облику. Техничар испитује плоче како би се осигурало да током ове фазе не дође до грешака. Сав отпор присутан у овом тренутку означава бакар који ће се појавити у готовој ПЦБ.
Такођер прочитајте: ПЦБ Дизајн | Дијаграм тока процеса производње ПЦБ, ППТ и ПДФ
▲ НАЗАД ▲
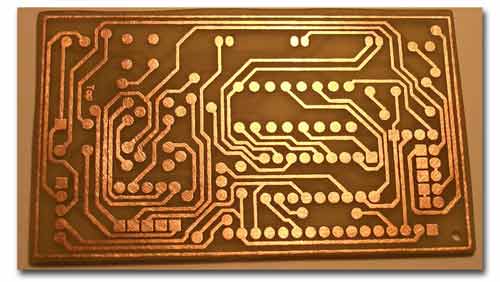
КОРАК 4: Бакровање - уклањање нежељеног бакра
У производњи ПЦБ, нагризање је поступак уклањања нежељеног бакра (Цу) са плочице. Нежељени бакар није ништа друго доли бакар који се уклања са плоче. Као резултат, постиже се жељени образац кола. Током овог поступка, основни бакар или почетни бакар уклањају се са плоче.
Неочврсли фотоотпор се уклања, а очврсли отпор штити жељени бакар, плоча наставља нежељено уклањање бакра. Кисели нагризач користимо за испирање вишка бакра. У међувремену, бакар који желимо да задржимо остаје у потпуности покривен испод слоја фотоотпорности.
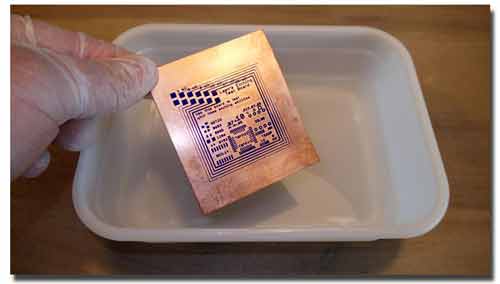
Произвођачи ПЦБ обично користе поступак влажног нагризања. У влажном нагризању, нежељени материјал се раствара када се потопи у хемијски раствор.
Постоје две методе мокрог бакрописа:
● Алкално јеткање (амонијачно)
Кисела метода се користи за нагризање унутрашњих слојева у ПЦБ. Ова метода укључује хемијске раствараче попут Жељезни хлорид (ФеЦл3) OR Цуприц Цхлориде (ЦуЦл2).
Алкална метода се користи за нагризање спољних слојева у ПЦБ. Овде се користе хемикалије хлоридни бакар (ЦуЦл2 Цастле, 2Х2О) + хидрохлорид (ХЦл) + водоник-пероксид (Х2О2) + састав воде (Х2О). Алкална метода је брз процес и мало је скупа.
Процес се пажљиво контролише како би се осигурало да су ширине готових проводника тачно онакве какве су пројектоване. Али дизајнери би требало да буду свесни да дебљим бакарним фолијама требају шири размаци између стаза. Оператер пажљиво проверава да ли је сав нежељени бакар нагризен
Једном када се уклони нежељени бакар, плоча се обрађује за уклањање тамо где се са плоче уклања калај или калај / наслон или фотоотпор.
Сада се нежељени бакар уклања хемијским раствором. Ово решење ће уклонити вишак бакра без оштећења очврслог фотоотпора.
Такођер прочитајте: Како рециклирати отпадну штампану плочицу? |. | Ствари које бисте требали знати
▲ НАЗАД ▲
КОРАК 5: Поравнавање слојева - ламинирање слојева заједно
Заједно са танким слојевима бакарне фолије за покривање спољних површина горње и доње стране плоче, слојеви парова слажу се да би се створио „сендвич“ од ПЦБ-а. Да би се олакшало везивање слојева, сваки пар слојева има између себе уметнут лист "препрега". Препрег је материјал од фибергласа импрегниран епоксидном смолом који ће се топити током топлоте и притиска процеса ламинирања. Како се препрег хлади, спајаће слојеве парова.
Да би се произвела вишеслојна ПЦБ, наизменични слојеви стаклопластике уливене епоксидом звани препрег и проводљиви језгри материјали се међусобно ламинирају под високом температуром и притиском помоћу хидрауличне пресе. Притисак и топлота доводе до топљења препрега и спајања слојева. Након хлађења, добијени материјал следи исте производне процесе као и двострани ПЦБ. Ево више детаља о процесу ламинирања помоћу примера 4-слојне ПЦБ:

Састављање плоче заједно током ове фазе захтева много пажње до детаља како би се одржало правилно поравнање кола на различитим слојевима. По завршетку слагања, слојеви у сендвичу се ламинирају, а топлота и притисак процеса ламинирања спајају слојеве у једну плочицу.
▲ НАЗАД ▲
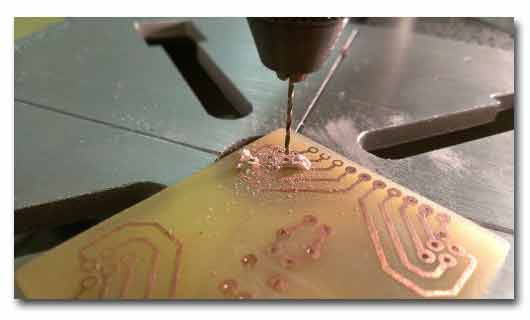
КОРАК КСНУМКС: Бушење рупа - за причвршћивање компонената
Виас, монтажне и друге рупе буше се кроз ПЦБ (обично у гомилама панела, у зависности од дубине бушења). Тачност и чисти зидови рупа су неопходни, а софистицирана оптика то пружа.
Да би се пронашло место циљева бушења, рентгенски локатор идентификује одговарајућа места циља бушења. Затим, одговарајуће рупе за регистрацију су избушене да би се осигурао низ за одређени број рупа.
Пре бушења, техничар поставља плочу одбојног материјала испод мете бушилице како би осигурао да се изведе чисти отвор. Излазни материјал спречава непотребно кидање на излазима бушилице.
Рачунар контролише свако микропокретање сејачице - сасвим је природно да се производ који одређује понашање машина ослања на рачунаре. Рачунарска машина користи датотеку за бушење оригиналног дизајна да би идентификовала одговарајућа места за бушење.
Када се рупе избуше, они се хемијским и механичким поступцима очисте како би се уклонили мрље од смоле и остаци настали бушењем. Читава изложена површина плоче, укључујући унутрашњост рупа, тада је хемијски пресвучена танким слојем бакра. Ово ствара металну основу за галванизацију додатног бакра у рупе и на површину у следећем кораку.
Након завршетка бушења, додатни бакар који поставља ивице производног панела подлеже уклањању алатом за профилисање.
▲ НАЗАД ▲
КОРАК 7: Аутоматска оптичка инспекција (само вишеслојна ПЦБ)
Након ламинирања немогуће је разврстати грешке у унутрашњим слојевима. Стога је плоча подвргнута аутоматском оптичком прегледу пре лепљења и ламинирања. Машина скенира слојеве помоћу ласерског сензора и упоређује га са оригиналном Гербер-овом датотеком да би утврдила одступања, ако их има.
Након што су сви слојеви чисти и спремни, потребно их је прегледати ради поравнања. И унутрашњи и спољашњи слојеви биће поредани уз помоћ претходно избушених рупа. Оптичка машина за бушење буши иглу преко рупа како би слојеви остали поравнати. Након овога започиње поступак инспекције како би се осигурало да нема несавршености.
Најчешћи догађаји који се дешавају током процеса слике слоја који резултирају кратким или отвореним проблемом су:
● Слика је неправилно изложена, што доводи до повећања / смањења величине функција.
● Лош сув филм се одупире пријањању што може проузроковати зарезе, посекотине или рупе у урезаном узорку.
● Бакар је недовољно урезан, остављајући нежељени бакар или узрокујући раст величине или кратких панталона.
● Бакар је претерано урезан, уклањање неопходних карактеристика бакра, стварање смањених величина или резова.
На крају, АОИ је важан део производног процеса који помаже у обезбеђивању тачности, квалитета и правовремене испоруке ПЦБ-а.
▲ НАЗАД ▲
Оксид (назван црни оксид или смеђи оксид, у зависности од процеса), је хемијска обрада унутрашњих слојева вишеслојних ПЦБ-а пре ламинирања, ради повећања храпавости обложеног бакра ради побољшања чврстоће везе ламината. Овај поступак помаже у спречавању деламинације или раздвајања било ког од слојева основног материјала или између ламината и проводне фолије, након што се процес производње заврши.
КОРАК 9: Нагризање спољног слоја и завршно пругање
Пхоторесист Стриппинг
Једном када је плоча постављена, фотоотпор постаје непожељан и треба га скинути са панела. Ово се ради у а хоризонтални процес садржи чист алкални раствор који ефикасно уклања фотоотпор, остављајући основни бакар панела изложен уклањању у следећем процесу нагризања.
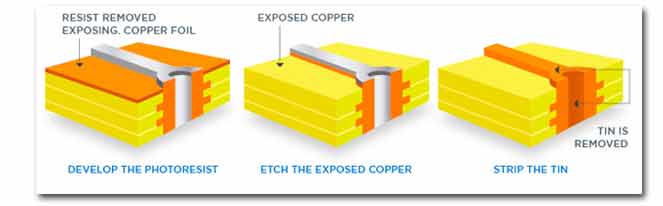
Лим у овој фази чува идеалан бакар. Нежељени изложени бакар и бакар испод остатка отпорног слоја доживљавају уклањање. У овом бакропису, користимо амонијачни нагризач за нагризање непожељног бакра. У међувремену, калај обезбеђује потребни бакар током ове фазе.
Региони и везе које се спроводе постају легитимно насељене у овој фази.
Скидање калаја
После процеса нагризања, бакар присутан на ПЦБ-у покривен је отпором за јеткање, тј. Лимом, који више није потребан. Стога, скидамо га пре него што наставимо даље. За уклањање лима можете користити концентровану азотну киселину. Азотна киселина је веома ефикасна у уклањању калаја и не оштећује трагове бакарних кругова испод лима. Тако сада на ПЦБ-у имате јасне јасне контуре бакра.
Једном када је облагање завршно на плочи, суви филм се опире ономе што остаје и бакар који лежи испод треба уклонити. Панел ће сада проћи кроз поступак трачења-нагризања (СЕС). Панелу се одузима отпор и бакар који је сада изложен и није прекривен лимом ће се урезати, тако да ће остати само трагови и јастучићи око рупа и други узорци бакра. Суви филм се уклања са лимених плоча и изложени бакар (који није заштићен лимом) се нагриза остављајући жељени образац кола. У овом тренутку, основни склоп плоче је завршен
▲ НАЗАД ▲
КОРАК 10: Маска за лемљење, ситотисак и завршни слојеви површине
Да би се плоча заштитила током склапања, материјал за маску за лемљење наноси се поступком излагања УВ зрачењу, сличним ономе који је коришћен са фоторезистом. Ова маска за лемљење ће покривају целу површину плоче осим металних подлога и карактеристика које ће се лемити. Поред маске за лемљење, на плочу су свилено приказани означивачи референци компонената и друге ознаке плоче. Маска за лемљење и мастило за сито стврдњавају се печењем плочице у рерни.
Плоча ће такође имати површинску завршну обраду нанесену на изложене металне површине. Ово помаже у заштити изложених метала и помаже у лемљењу током склапања. Један пример завршне обраде површине је нивелирање врућег ваздуха (ХАСЛ). Даска је прво премазана флуксом да би се припремила за лемљење, а затим умочена у купку растопљеног лема. Како се даска уклања из купатила за лемљење, удар врућег ваздуха под високим притиском уклања вишак лема из рупа и заглађује лем на површини метала.
Примена маске за лемљење
Маска за лемљење наноси се на обе стране плоче, али пре тога панели су прекривени мастилом за епоксидну маску за лемљење. Плоче примају блиц УВ светлости, који пролази кроз маску за лемљење. Покривени делови остају не очвршћени и биће подвргнути уклањању.
Зелена је изабрана за стандардну боју маске за лемљење јер не оптерећује очи. Пре него што су машине могле да прегледају ПЦБ током процеса производње и склапања, све су то били ручни прегледи. Горња лампица која се користи за техничаре да провере плоче не одбија се на зеленој маски за лемљење и најбоље је за њихове очи.
Номенклатура (ситотисак)
Ситотисак или профилисање је поступак штампања свих критичних информација на ПЦБ-у, као што су ИД произвођача, бројеви компонената назива компаније, тачке отклањања грешака. Ово је корисно током сервисирања и поправке.

То је такође нај уметничкији поступак производње ПЦБ-а. Готово довршена плоча прима штампање човеку читљивих слова, која се обично користе за идентификацију компонената, тест тачака, бројева делова ПЦБ и ПЦБА, симбола упозорења, логотипа компаније, кодова датума и ознака произвођача.
ПЦБ коначно прелази на последњу фазу премазивања и очвршћавања.
Златна или сребрна површина
ПЦБ је обложена златом или сребром како би се плочи додала додатна способност лемљења, што ће повећати везу лема.
Примена сваке завршне обраде површине може се мало разликовати у процесу, али укључује потапање панела у хемијско купатило како би се било који изложени бакар обложио жељеном завршном обрадом.
Завршни хемијски поступак који се користи за производњу ПЦБ-а је наношење површинске обраде. Док маска за лемљење покрива већину кола, површинска обрада је дизајнирана да спречи оксидацију преосталог изложеног бакра. Ово је важно јер оксидовани бакар се не може залемити. Постоји много различитих површина за завршну обраду које се могу применити на плочицу. Најчешћи је ниво лемљења врућим ваздухом (ХАСЛ), који се нуди и без олова и без олова. Али, у зависности од спецификација ПЦБ-а, примене или поступка склапања, погодни завршни премази могу да укључују злато са пониреним никлом без електрона (ЕНИГ), меко злато, тврдо злато, потапајуће сребро, калај за потапање, конзерванс органске лемљивости (ОСП) и други.
ПЦБ је затим пресвучена златним, сребрним или безоловним ХАСЛ-ом или завршним поравнавањем лемљењем врућим ваздухом. То се ради тако да компоненте могу да се залемљују на створене подлоге и да заштите бакар.
▲ НАЗАД ▲
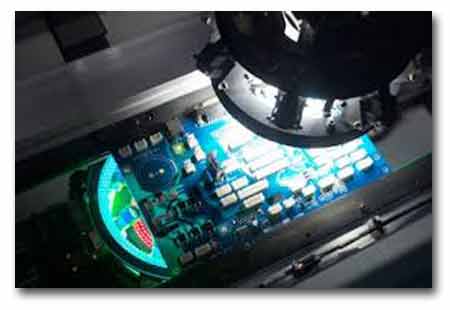
КОРАК 12: Електрично испитивање - испитивање летеће сонде
Као последњу мере предострожности за откривање, техничар ће тестирати плочу на функционалност. У овом тренутку користе аутоматизовану процедуру да потврде функционалност ПЦБ-а и његову усаглашеност са оригиналним дизајном.
Обично се назива напредна верзија електричног испитивања Испитивање летеће сонде што зависи од покретних сонди за испитивање електричних перформанси сваке мреже на голој плочи, користиће се у електричном испитивању.
Било који шорц или отварање биће идентификовани, омогућавајући оператеру да изврши поправак или одбаци ПЦБ као неисправан. У зависности од сложености дизајна и броја испитних тачака, електрично испитивање може потрајати од неколико секунди до више сати.
Такође, у зависности од различитих фактора, као што су сложеност дизајна, број слојева и фактор ризика компонената, неки купци се одлучују одрећи електричног испитивања како би уштедели време и трошкове. Ово може бити у реду за једноставне двостране ПЦБ-ове где не може много ствари да пође по злу, али увек препоручујемо електрична испитивања вишеслојних дизајна, без обзира на сложеност. (Савет: Давање произвођачу „мрежне листе“ поред датотека о дизајну и белешки о изради један је од начина да спречите да се појаве неочекиване грешке.)
▲ НАЗАД ▲
КОРАК КСНУМКС: Израда - Профилисање и В-бодовање
Када ПЦБ плоча заврши електрична испитивања, појединачне плоче су спремне за одвајање од плоче. Овај поступак изводи ЦНЦ машина или рутер који сваку плочу усмерава са плоче до жељеног облика и величине. Типови глодала који се обично користе су величине 0.030 - 0.093, а да би се убрзао поступак, више панела може се сложити две или три висине, у зависности од укупне дебљине сваке од њих. Током овог процеса, ЦНЦ машина је такође способна да израђује прорезе, скоске и засечене ивице користећи разне различите величине глодала.
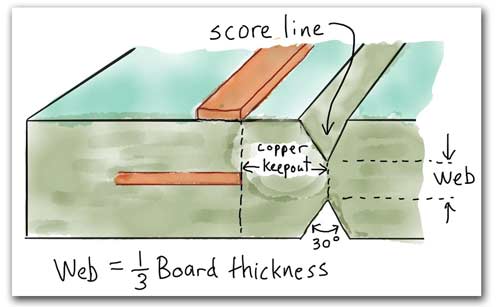
Процес рутирања је а процес глодања у коме се глодалица користи за резање профила жељене контуре плоче. Панели су „закачено и сложено“Као што је претходно урађено током процеса„ Бушилица “. Уобичајена хрпа је од 1 до 4 панела.
Да бисмо профилисали ПЦБ и исекли их из производне плоче, потребно нам је сечење, односно сечење различитих плоча од оригиналне плоче. Метода се користила усредсређивањем на усмјеривач или в-жљеб. Усмјеривач оставља мале језичке дуж ивица плоче, док в-жљеб сијече дијагоналне канале дуж обје стране плоче. Оба начина омогућавају плочама да лако искоче из панела.
Уместо усмеравања појединачних малих плоча, ПЦБ плоче могу се усмеравати као низови који садрже више плоча са језичцима или линијама бодова. Ово омогућава лакше састављање више плоча у исто време, док асемблеру омогућава да раздвоји појединачне плоче када је монтажа завршена.
На крају, даске ће бити проверене на чистоћу, оштре ивице, неравнине итд. И по потреби очистити.
КОРАК 14: Микросекција - додатни корак
Микро пресек (познат и као попречни пресек) необавезни је корак у процесу производње ПЦБ-а, али је драгоцен алат који се користи за валидацију интерне конструкције ПЦБ-а како за верификацију, тако и за анализу отказа. Да би се створио узорак за микроскопско испитивање материјала, пресек ПЦБ-а се пресеца и ставља у мекани акрил који се око њега стврдњава у облику хокејашке пакете. Затим се одељак полира и прегледава под микроскопом. Детаљан преглед може се извршити провером бројних детаља попут дебљине облоге, квалитета бушења и квалитета унутрашњих међусобних веза.

КОРАК 15: Завршна инспекција - контрола квалитета ПЦБ-а
У последњем кораку процеса, инспектори би требало да дају свакој ПЦБ коначну пажљиву проверу. Визуелна провера ПЦБ-а према критеријумима прихватања. Коришћење ручног визуелног прегледа и АВИ - упоређује ПЦБ са Гербером и брже проверава него људске очи, али ипак захтева људску проверу. Све поруџбине су такође подвргнуте потпуној инспекцији, укључујући димензије, лемљивост итд како бисмо осигурали да производ испуњава стандарде наших купаца, а пре паковања и слања, на бродовима се врши 100% ревизија квалитета.

● ИПЦ-А-600 - Прихватљивост штампаних плоча, која дефинише индустријски стандард квалитета за прихватање ПЦБ-а.
● ИПЦ-6012 - Квалификација и спецификација перформанси за круте плоче, која утврђује врсте крутих плоча и описује захтеве које треба испунити током израде три класе перформанси плоча - класе 1, 2 и 3.
ПЦБ класе 1 имао би ограничен животни век и где је захтев једноставно функција крајње употребе (нпр. Отварач гаражних врата).
ПЦБ класе 2 би био онај где су жељене трајне перформансе, продужени век трајања и непрекинута услуга, али није критична (нпр. Матична плоча рачунара).
ПЦБ класе 3 укључује крајњу употребу тамо где су сталне високе перформансе или перформансе на захтев пресудне, квар се не може толерисати и производ мора функционисати када је то потребно (нпр. Системи за контролу лета или одбрану).
▲ НАЗАД ▲
КОРАК 16: Паковање - служи оно што вам треба
Даске се умотавају у материјале који удовољавају стандардним захтевима за паковање, а затим се пакују у сандуче пре слања коришћењем захтеваног начина транспорта.
И као што можете претпоставити, што је виша класа, то је ПЦБ скупља. Генерално, разлика између класа постиже се захтевањем строжих толеранција и контрола које резултирају поузданијим производом.
Без обзира на наведену класу, величине рупа се проверавају помоћу мерача за заваривање, маска за лемљење и легенда се визуелно испитују за укупан изглед, маска за лемљење се проверава да ли постоји неко задирање у јастучиће, као и квалитет и покривеност површине финиш се испитује.
ИПЦ смернице за инспекцију и њихов однос са дизајном ПЦБ-а веома је важно дизајнерима ПЦБ-а да се упознају, процес наручивања и производње је такође од виталног значаја.
Нису све ПЦБ једнаке и разумевање ових смерница ће помоћи да се осигура да произведени производ испуњава ваша очекивања како у погледу естетике тако и перформанси.
Ако сте ПОТРЕБНА ПОМОЋ са Дизајн ПЦБ-а или имате питања на Кораци производње ПЦБ-а, молим вас не оклевајте поделите са ФМУСЕР-ом, УВЕК СЛУШАМО!

Дељење је брига!
▲ НАЗАД ▲
